El siguiente paso del proceso, tras haber dibujado el troquel, consiste en el serrado de la base del troquel, que se hará mediante láser. De esta forma se garantiza una gran precisión y rapidez en el serrado. Las bases para los troqueles pueden ser de diversos materiales dependiendo del uso al que están destinados y la máquina en la que van a ser empleados.
Los principales materiales de la base son:
Madera
Metacrilato
Aluminio
Baquelita
Al mismo tiempo que el dibujo del troquel se envía hasta el ordenador del láser, también se manda un fichero a la máquina dobladora de flejes, de manera que mientras el troquel se está calando en el láser, un operario puede ir preparando los diferentes flejes que constituyen el troquel.
El trabajador encargado de esta máquina marcará en el dibujo los diferentes tramos de cuchilla, realizando las correcciones necesarias para que los flejes, una vez montados, encajen y ajusten perfectamente.
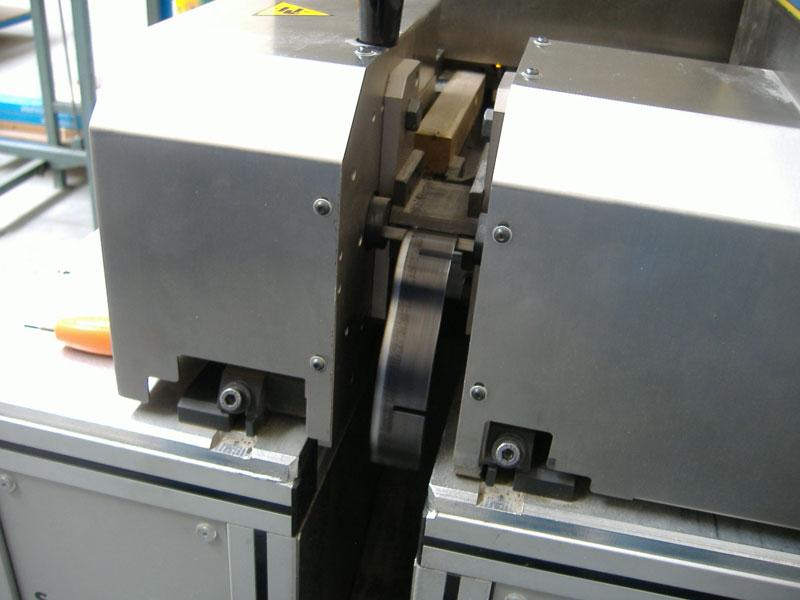
Cuando el dibujo se encuentre ya con las indicaciones pertinentes para esta máquina, se mandan los tramos de cuchilla al cabezal de corte, donde se realizan los procesos de troceado de la cuchilla y puenteado, antes de pasar finalmente a la fase de doblado donde ajustada la herramienta al tipo y altura de fleje, se le da la forma final, consiguiendo así la mayor perfección en los acabados tanto en cortes, como en hendidos y reduciendo considerablemente el tiempo de montaje.
A pesar del gran avance que se obtiene con la dobladora de flejes, no todos los trabajos se pueden realizar de esta forma. En los troqueles en los que intervienen flejes especiales, de alturas de 8 mm, 12 mm, 40 mm o 50 mm, o grosores de 0.5 mm o 1.5 mm, éstos deben ser cortados y doblados manualmente
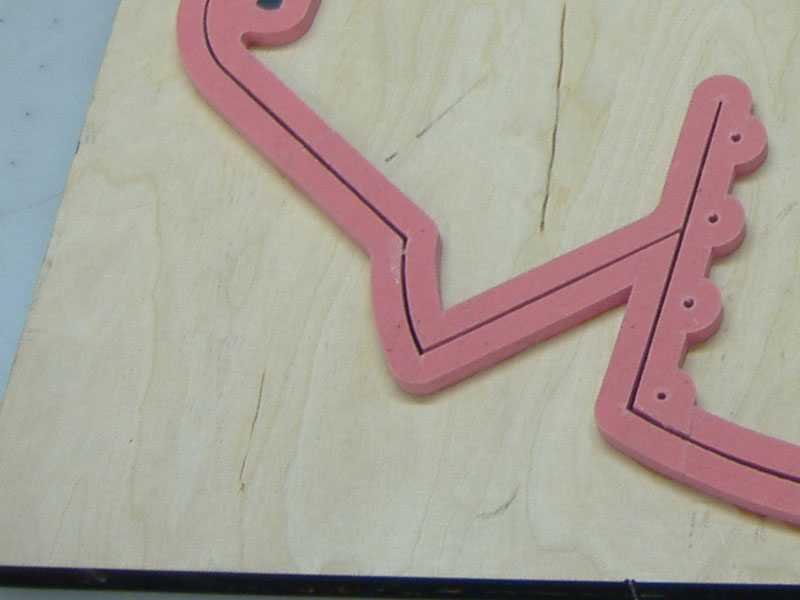
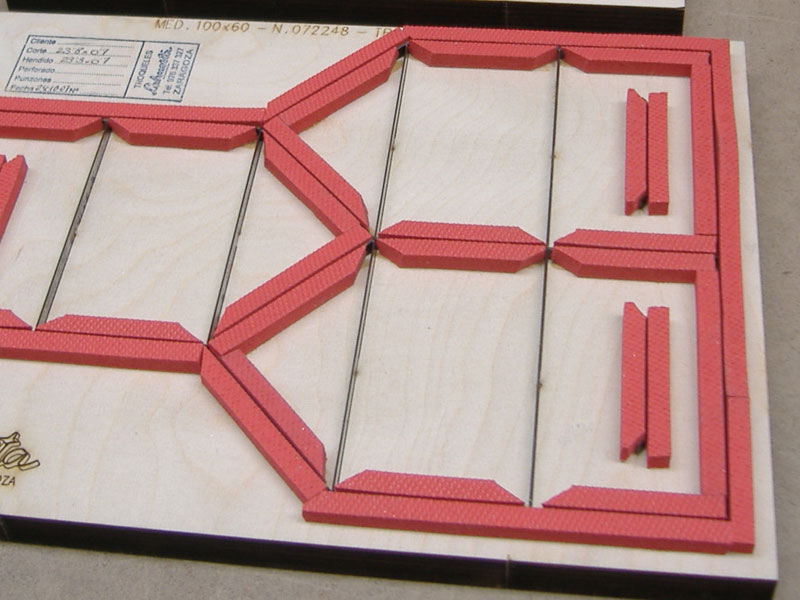
Una vez introducidos todos los flejes y elementos del troquel (cortes, hendidos, perforados, bulones, etc…) se llega a la fase final que consiste en dotar al troquel del expulsor adecuado con diferentes tipos de goma, de acuerdo con el material para el que se ha preparado el troquel.
Este proceso se realiza pegando la plancha de goma, previamente cortada mediante el plotter con la forma de las cuchillas, o colocando tiras de goma expulsora, cortadas manualmente de acuerdo con el diseño del troquel.
El control de la calidad del troquel es realizado por los distintos trabajadores que intervienen en su elaboración, ya que antes de comenzar cada fase, se comprueba que la anterior se ha realizado siguiendo las pautas marcadas por la ficha técnica del troquel. A pesar de la automatización de procesos, como es el corte láser y doblado de cuchillas, la fabricación de troqueles sigue siendo un trabajo en el que la inserción de flejes y el pegado del expulsor debe ser realizado manualmente por el trabajador de forma que controla cada pieza individualmente, hecho que intensifica el control de calidad.
Usamos cookies para asegurar que te damos la mejor experiencia en nuestra web. Si continúas usando este sitio, asumiremos que estás de acuerdo con ello.Aceptar